
Dedicated to providing custom ers with better
quality products and services!




.png)

.png)





Have you ever spent hours troubleshooting press brake issues—only to find parts with warped bend angles, deep surface marks on finished sheet metal, or your machine maxing out tonnage for simple bends? Or watched your V-dies wear out months ahead of schedule, driving up maintenance costs and production downtime? For metal fabricators, these aren’t random headaches—they’re direct consequences of choosing the wrong V-die for your material thickness.
In press brake bending operations, tooling selection defines part quality, dimensional accuracy, and production efficiency. Among all tooling components, the V-die is the most critical. An ill-fitted V-die doesn’t just ruin parts—it risks machine safety, shortens tool lifespan, and drains operational profits. Selecting the right V-die isn’t guesswork or habit; it’s a data-driven technical decision that fixes bending pain points and elevates your entire workflow. This expert guide breaks down V-die mechanics, material thickness matching rules, and real-world selection strategies to eliminate costly bending mistakes.
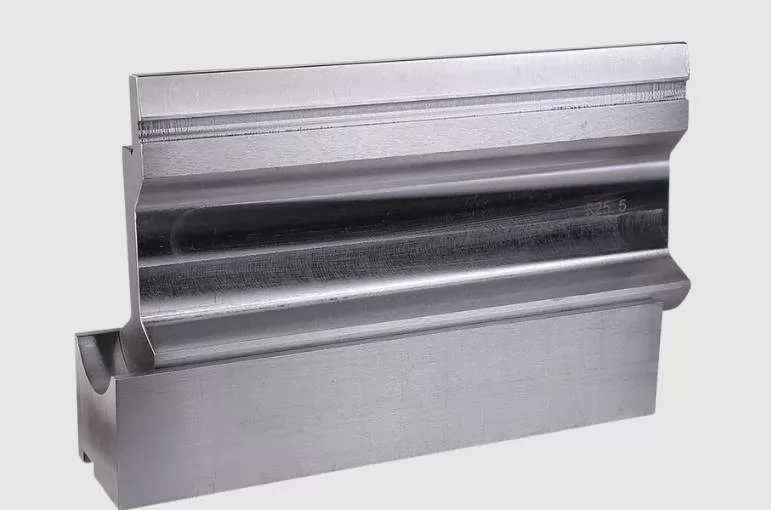
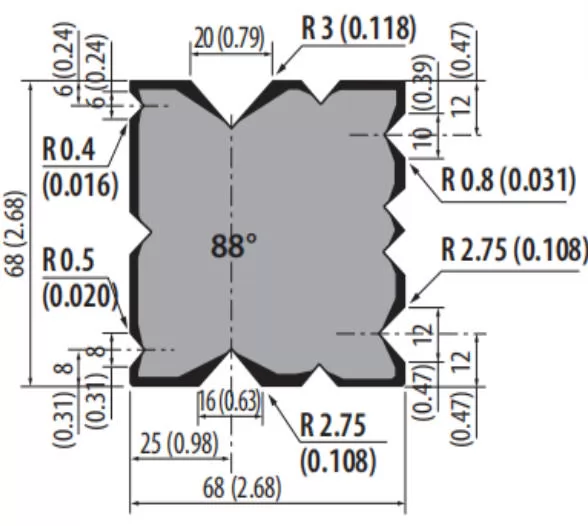
A V-die is the foundational lower die in press brake bending, engineered with a precision V-shaped opening that supports sheet metal while the upper punch delivers downward force. Together, the punch and V-die control every critical bending output: bend angle, inside bend radius, and controlled material flow. You can explore more professional press brake tooling knowledge via press brake tools introduction.
The V-die’s role shifts based on your bending technique—directly impacting selection choices:
V-die sizing is simple but non-negotiable: the number refers to the width of the V opening in millimeters. For example:
This measurement is the single most important parameter for matching your V-die to material thickness. View complete specifications of various specifications dies at press brake V dies page.
For air bending—the industry standard for efficient, high-quality fabrication—there’s a proven, universal guideline to eliminate V-die guesswork: the 8× Rule.
Rule Formula: Optimal V-die opening = 6–12 times the material thickness (8x is the industry sweet spot)
This rule balances bending force, part accuracy, and tool life perfectly: smaller V-openings boost precision but spike tonnage, while larger openings reduce force but create wider bend radii. Refer to press brake bending standard guide for more industry specification references.
Material thickness is foundational—but material type dictates final V-die adjustments. Ignoring this leads to springback, surface damage, or inconsistent bends:
Your part’s specified inside bend radius is non-negotiable—and the V-die opening directly controls it:
Fabricators often make the mistake of nailing the bend angle but missing the radius—all because they skipped V-die-radius matching. Always cross-reference your part’s radius spec with V-die size before production. Learn more bending parameter matching skills from punch and die matching tutorial.
Save this table for daily production—your go-to cheat sheet for error-free V-die selection:
| Material Thickness | Recommended V-Die Size |
|---|---|
| 0.5–1.0 mm | V6 |
| 1.0–2.0 mm | V8 |
| 2.0–3.0 mm | V12 |
| 3.0–4.0 mm | V16 |
| 4.0–6.0 mm | V25 |
| 6.0–8.0 mm | V32 |
Note: Adjust for material type, bend length, and your press brake’s tonnage capacity for custom applications.
Let’s use real shop floor scenarios to highlight the cost of poor V-die selection:
Shinite Tool designs V-dies to solve your biggest bending challenges, with solutions tailored to every material thickness and application. As a professional manufacturer with complete qualification certification, we strictly follow production standards, you can check all qualification certificates at company certificates page:
Our team provides free, expert V-die selection guidance to match your material thickness, bend geometry, and press brake capacity perfectly. We serve sheet metal fabrication, enclosure manufacturing, automotive components, and architectural metalwork industries worldwide. Know more about our factory strength and production flow via production process and company overview. For customized tooling consultation, please contact us directly.
Choosing the right V-die for your material thickness isn’t just a technical task—it’s a strategic investment in consistent quality, reduced waste, extended tool life, and maximum production efficiency. By mastering V-die fundamentals, applying the 8× rule, and adjusting for material-specific behavior, you eliminate costly bending mistakes and streamline operations.
With Shinite Tool’s full range of standard and custom V-die solutions, you have the expertise and tooling to optimize every press brake bend, no matter the material or thickness. Browse full product lineup on our official homepage: Shiniteknife Official Site.
Stop letting poor V-die selection slow down your production—make the right choice every single time.



Fastest
Installation

Top-Notch
Equipment

24/7 Customer
Support
100% Secured
Payment

.png)
.png)
.png)




