
Dedicated to providing custom ers with better
quality products and services!




.png)

.png)





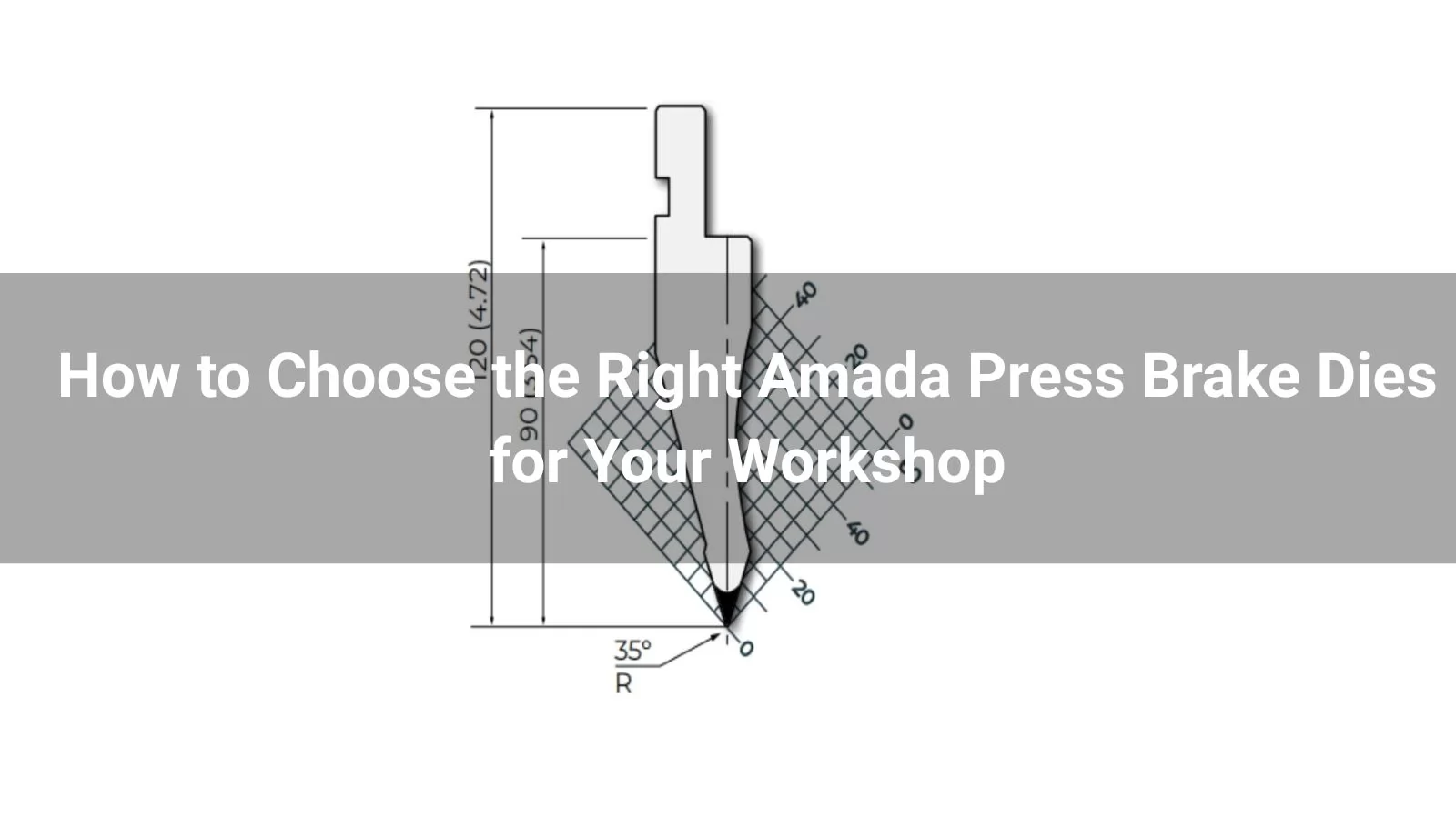
Amada press brake dies stand as the industry benchmark for precision metal bending, trusted by small and medium workshops to large-scale manufacturing factories worldwide for their consistent performance and reliable bending results. However, many workshops face frustrating pain points daily: improper die selection leads to inconsistent bending angles, scratched workpieces, rapid die wear, machine overload risks, and inflated production costs. This guide is tailored to solve these exact challenges, empowering workshop owners, technicians, and procurement teams to make informed decisions.
Our goal is to help you select perfectly matched Amada press brake dies, maximize your machine’s working efficiency, cut down scrap rates significantly, and extend the service life of your tooling. Whether you’re upgrading your tooling set or purchasing new dies, this comprehensive guide will be your go-to resource. Core Keyword: Amada Press Brake Dies; Secondary Keywords: Amada bending tooling, Amada die compatibility, press brake die selection.
Amada press brake dies are exclusive standardized tooling designed specifically for Amada press brake machines, consisting of precision punches and lower dies that form the core of metal bending operations. These dies boast exceptional core features: ultra-high hardness, strict dimensional tolerances, compatibility with Amada’s quick clamping systems, outstanding wear resistance, and stable bending performance that ensures repeatable results.
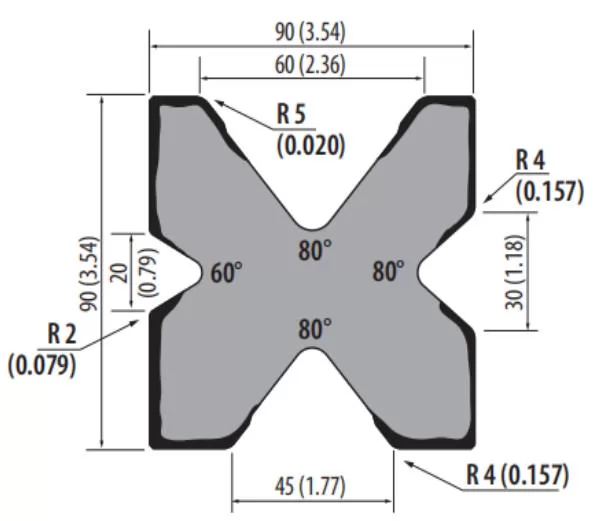
Classified by structure, they include standard punch & V-die, special forming dies, hemming dies, and offset dies. By material, they are available in alloy steel (42CrMo), high-carbon steel, and high-grade chrome-molybdenum steel. By usage, they fall into general-purpose dies, heavy-duty dies, and precision customized dies, covering every metal bending need for modern workshops.
Selecting the right Amada press brake dies is critical to your workshop’s productivity, and there are five non-negotiable core factors to evaluate before making a purchase, aligned with real-world workshop operating conditions.
Compatibility is the foundation of effective die selection. First, match the clamping system: Amada press brakes use mechanical, hydraulic, and quick-clamp systems, and dies must fit your machine’s clamping type perfectly. Second, respect machine tonnage limitations: choose dies with load-bearing capacity matching your machine’s tonnage to avoid dangerous die deformation or machine damage. Finally, verify table length and installation dimensions to ensure the dies fit your Amada machine’s ram and die holder seamlessly.
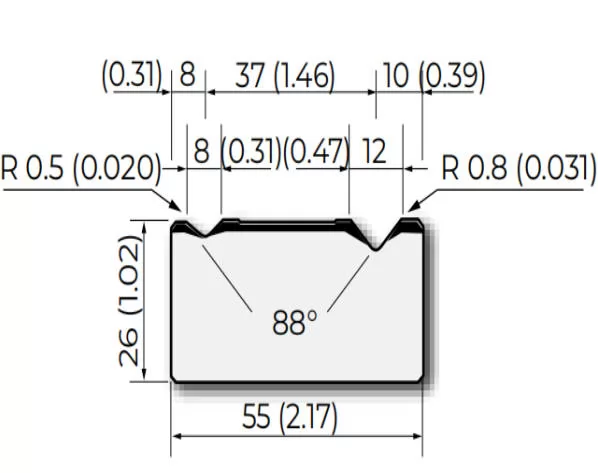
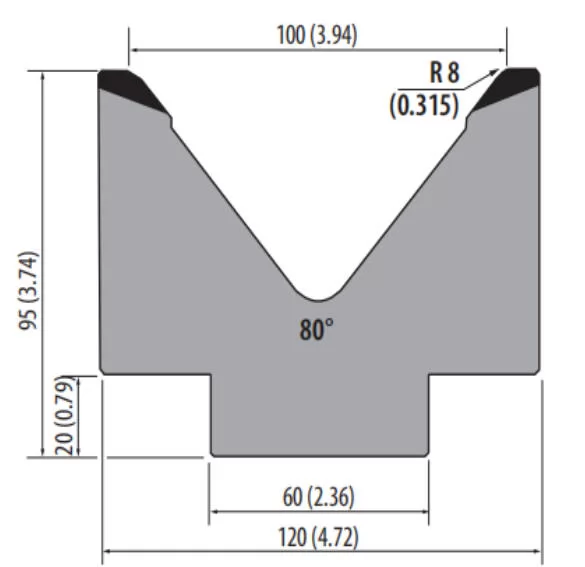
Your workpiece specifications directly dictate die choice. For sheet metal material: mild steel works with general dies, while stainless steel and high-strength steel require high-hardness alloy dies. Follow the V-opening principle: 6× material thickness for thin plates, and 8-12× thickness for hard, thick plates. For bending radius and angle: standard V-dies handle common angles, while special forming dies are needed for complex radians. For high surface-quality workpieces, select polished dies to eliminate scratches.
Die material determines durability and performance. The economical grade uses high-carbon steel, ideal for low-volume mild steel bending projects. The professional grade features 42CrMo alloy steel, the most popular choice for medium-volume production in most workshops. The heavy-duty grade uses Cr12MoV steel, engineered for high-strength metal bending and long-term high-frequency production environments.
Balance your production needs and budget wisely. Small-batch production can rely on cost-effective standard Amada universal dies for optimal value. Mass production requires wear-resistant high-grade alloy dies to reduce downtime and replacement frequency. Always conduct a full cost analysis: cheap, low-quality dies may seem affordable upfront but lead to hidden maintenance costs and high scrap rates that hurt your bottom line.
For complex parts, invest in custom Amada special dies for hemming, offset, and goose neck bending tasks. For high-precision parts requiring tight tolerances, choose precision grinding dies that deliver consistent, accurate bending results for critical components.
Understanding the right die for your application streamlines production and ensures quality results. Below are the most widely used Amada press brake dies and their ideal uses:
Avoid these costly mistakes to ensure your investment delivers long-term value for your workshop:
Proper maintenance is key to maximizing the lifespan of your Amada press brake dies and protecting your investment:
To wrap up, the core logic for choosing Amada press brake dies follows a clear priority order: machine compatibility > workpiece bending requirements > die material & hardness > production budget. High-quality, perfectly matched Amada dies directly boost your workshop’s productivity and reduce long-term operating costs by minimizing scrap and downtime.
We recommend building a dedicated Amada tooling set customized to your workshop’s specific processing types and regular projects. With the right dies and proper care, your Amada press brake will operate at peak performance for years to come.
A: No, you need to confirm your machine’s clamping system and tonnage parameters before purchasing dies.
A: For high-frequency use, replace dies every 6-12 months; replace immediately if obvious wear or bending deviation occurs.
A: Stick with standard dies for regular parts; invest in customized dies only if you process fixed complex workpieces regularly.




Fastest
Installation

Top-Notch
Equipment

24/7 Customer
Support
100% Secured
Payment

.png)
.png)
.png)

